Dangerous Goods by Road
Steels which have a Re/Rm ratio of more than 0.85 are not allowed for the construction of welded
shells. The values of Re and Rm to be used in determining this ratio shall be the values specified in
the material inspection certificate.
Steels used in the construction of shells shall have an elongation at fracture, in %, of not less
than 10 000/Rm with an absolute minimum of 16% for fine grain steels and 20% for other steels.
For the purpose of determining actual values for materials, it shall be noted that for sheet metal, the
axis of the tensile test specimen shall be at right angles (transversely) to the direction of rolling. The
permanent elongation at fracture shall be measured on test specimens of rectangular cross sections in
accordance with ISO 6892:1998 using a 50 mm gauge length.
Minimum shell thickness
The minimum shell thickness shall be the greater thickness based on:
(a) The minimum thickness determined in accordance with the requirements in 6.7.3.4; and
(b) The minimum thickness determined in accordance with the recognized pressure vessel code
including the requirements in 6.7.3.3.
The cylindrical portions, ends (heads) and manhole covers of shells of not more than 1.80 m in
diameter shall be not less than 5 mm thick in the reference steel or of equivalent thickness in the steel
to be used. Shells of more than 1.80 m in diameter shall be not less than 6 mm thick in the reference
steel or of equivalent thickness in the steel to be used.
The cylindrical portions, ends (heads) and manhole covers of all shells shall be not less than 4 mm
thick regardless of the material of construction.
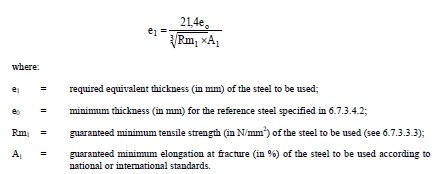
The equivalent thickness of a steel other than the thickness prescribed for the reference steel
in 6.7.3.4.2 shall be determined using the following formula:
In no case shall the wall thickness be less than that prescribed in 6.7.3.4.1 to 6.7.3.4.3. All parts of the
shell shall have a minimum thickness as determined by 6.7.3.4.1 to 6.7.3.4.3. This thickness shall be
exclusive of any corrosion allowance.
When mild steel is used (see 6.7.3.1), calculation using the formula in 6.7.3.4.4 is not required.
There shall be no sudden change of plate thickness at the attachment of the ends (heads) to the
cylindrical portion of the shell.
Service equipment
Service equipment shall be so arranged as to be protected against the risk of being wrenched off or
damaged during handling and carriage. When the connection between the frame and the shell allows
relative movement between the sub-assemblies, the equipment shall be so fastened as to permit such
movement without risk of damage to working parts. The external discharge fittings (pipe sockets,
shut-off devices), the internal stop-valve and its seating shall be protected against the danger of being
wrenched off by external forces (for example using shear sections). The filling and discharge devices
(including flanges or threaded plugs) and any protective caps shall be capable of being secured against
unintended opening.
All openings with a diameter of more than 1.5 mm in shells of portable tanks, except openings for
pressure-relief devices, inspection openings and closed bleed holes, shall be fitted with at least three
mutually independent shut-off devices in series, the first being an internal stop-valve, excess flow
valve or equivalent device, the second being an external stop-valve and the third being a blank flange
or equivalent device.
When a portable tank is fitted with an excess flow valve, the excess flow valve shall be so fitted that
its seating is inside the shell or inside a welded flange or, when fitted externally, its mountings shall be
designed so that in the event of impact its effectiveness shall be maintained. The excess flow valves
shall be selected and fitted so as to close automatically when the rated flow specified by the
manufacturer is reached. Connections and accessories leading to or from such a valve shall have a
capacity for a flow more than the rated flow of the excess flow valve.